LE CORDIER
 Les
paysans de ce temps-là employaient beaucoup de cordes pour attacher leurs bêtes
et pour les lieuses de gerbières. Les paysans ne demandaient qu'un travail à
façon lorsqu'ils fournissaient les tortis de chanvre ; le cordier n'avait qu'à
faire payer ses heures et sa fatigue. L'ouvrage comportait 3 opérations successives
: le peignage des fibres, le filage et le câblage.
Les
paysans de ce temps-là employaient beaucoup de cordes pour attacher leurs bêtes
et pour les lieuses de gerbières. Les paysans ne demandaient qu'un travail à
façon lorsqu'ils fournissaient les tortis de chanvre ; le cordier n'avait qu'à
faire payer ses heures et sa fatigue. L'ouvrage comportait 3 opérations successives
: le peignage des fibres, le filage et le câblage.
Le peignage se pratiquait sur un séran, une sorte de carde montée
sur pieds dont les dents hérissées mesuraient une dizaine de centimètres. Cette
besogne ne requérait pas une adresse particulière ; en revanche elle n'était
guère agréable car les paysans laissaient fréquemment leur chanvre en rouissage
dans les eaux de quelque étang : l'écorce des tiges, la teille, s'imprégnait
alors d'une vase et dégageait une épaisse poussière au sérançage. Le cordier
devait donc peigner la filasse sous une remise balayée par les courants d'air
ou accepter de suffoquer dans une saleté poudreuse.
Le filage était une étape tout aussi pénible, mais bougrement
plus délicate que la précédente. On travaillait constamment courbé, les reins
cassé, et l'on restait à piétiner des journées entières, sans jamais se permettre
une minute d'inattention. D'abord le cordier se ceignait le ventre avec une
poignée de filasse qu'il fourrait dans les pans relevés de son tablier de toile.
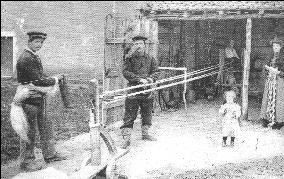
Après quoi il se dirigeait vers le châssis de l'aire, châssis constitué de 2
poteaux imposants et flanqués d'une roue comparable à celle d'une charrette.
Dans l'entretoise de ces montants se logeaient les "machines" : 2 mécanismes
interchangeables au gré des façons.
La machine à filer se résumait à un simple tableau de bois muni,
en son centre, d'une molette en buis et d'un croc solidaires. Une cordelette
de coton reliait cette molette à la grande roue que l'on actionnait à l'aide
d'une manivelle rotatrice. Le cordier attachait un écheveau de sa poignée de
filasse au croc, puis il ordonnait à son aide de manuvrer la manivelle plus
ou moins vite. La mise en mouvement de la roue, qui ne réclamait aucun effort,
incombait souvent au gamin de la maison ou au jeune apprenti. Le croc se mettait
aussitôt à tourner. Le cordier tendait l'amorce du fil en formation de la main
droite, tout en contrôlant sa grosseur, tandis qu'il l'approvisionnait en filasse
de la gauche. Il reculait à mesure que le fil s'allongeait et ne pouvait se
fier qu'à son doigté. Plusieurs compagnons filaient parfois côte à côte, et
cela sur des longueurs qui dépassaient les cent mètres. Besogne ardue certes,
mais gestes de routine pourtant.
On bobinait le fil sur un touret en attendant de l'utiliser.
Le moment venu, l'apprenti calait la "machine à cordager" - dite aussi "toronneuse"
- entre les éparts du châssis. Imaginez-vous une boîte carrée et peu épaisse,
en fer, garnie de quatre crochets pivotants sur le devant (plus rarement de
six), d'une manivelle d'entraînement sur le derrière et d'un engrenage de transmission
à l'intérieur. A ce stade, on n'avait plus recours à la grande roue et il fallait
la force d'un adulte pour tourner la manivelle de la machine...
Enfin on poussait le "chariot" à bonne distance du châssis, compte
tenu du tiers de longueur à perdre au câblage : on plaçait par exemple le chariot
à 15 mètres pour obtenir 10 mètres de corde. Le chariot, qu'on appelait quelquefois
la "traîne", ne possédait que deux rouelles à l'avant, de sorte que sa queue
le freinait en raclant par terre. Il était surmonté d'un madrier vertical supportant
lui aussi une manivelle et un émerillon verrouillé par une bague de cuivre.
En certains ateliers, le chariot roulait sur des rails et un contrepoids tombant
du mur le tirait constamment vers l'arrière. En pratique courante, on l'alourdissait
en le chargeant d'énormes pierres, ce lestage était néanmoins très important
puisqu'il devait maintenir la tension des fils qu'on allait maintenant toronner
puis câbler.
En fonction de la corde souhaitée, douze à vingt portées de fil
étaient ourdies entre l'émerillon bloqué du chariot et les quatre crochets du
châssis. On disposait un râteau aux dents relevées, à mi-élongement, pour garder
les fils parfaitement écartés. Le cordier se tenait derrière le chariot, l'il
rivé sur les portées, alors que son aide commençait le commettage en tournant
la manivelle de la machine.
Dès lors tout était une question de savoir-faire, et seulement
de cela. Les fils en torture se vrillaient bientôt en quatre torons. L'aide
ne cessait de mouliner à la machine pendant que le cordier prenait son moule
en buis et le glissait entre les torons soumis à torsion. Ce moule ressemblait
à une grosse toupie gravée de quatre rainures, d'où son nom de "toupin".
Le cordier guettait l'instant idéal : cette seconde qui annonçait
la rupture des fils au prochain tour de manivelle. Alors il empoignait fermement
les oreilles de son moule et ne libérait l'émerillon que lorsqu'il jugeait les
brins assez tordus. Les quatre torons chassaient le moule vers la machine pour
se réunir en une torsade régulière. Un dernier tour de manivelle, au chariot,
serrait le tors.
Voilà : la corde était quasiment prête. Le fignolage n'ajoutait
rien à la solidité de l'article mais il flattait néanmoins l'orgueil d'un ouvrier
appliqué. On polissait les cordages en les frottant à la pierre, on les ébarbait
en les engluant à l'aide d'un chiffon imprégné de colle ou on les lissait à
la ficelle de crin.
Avant la Grande Guerre, un compagnon gagnait 18 francs par semaine.
Il travaillait de 6 heures du matin à 7 heures du soir, été comme hiver, avec
juste une pause d'une heure le midi.
Source : LA BELLE OUVRAGE - G. BOUTET
- ISBN 2.86553.096.5